HİZMETLER
ABKANT BÜKÜM

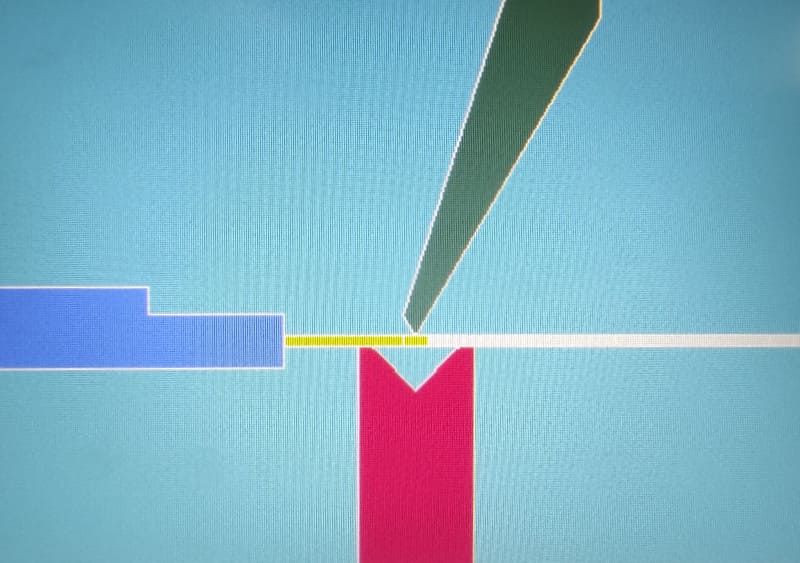
ABKANTLAR HAKKINDA GENEL BİLGİ
Günümüzde makine teknolojisinin de ilerlemesiyle müşterilerin talepleri hassasiyet ve hız yönünde
artmıştır. İhtiyaç duyulan büküm hizmetleri de artık neredeyse tamamen CNC abkantlarda
yapılmaktadır. CNC Abkant büküm sağladığı yüksek hassasiyet, hız ve tekrarlanabilirlik ile bu talepleri
kusursuz bir şekilde karşılayabilmektedir.
Abkant Presler günümüzde hidrolik, hibrid hidrolik ve elektrikli olmak üzere 3 çeşit olarak
yaygınlaşmıştır. Bu tiplere daha eski tipler olan eksantrik ve caka tipindeki büküm makinalarını da
ekleyebiliriz.
Hem uygun maliyetli oluşu hem de güçlü olmaları sebebiyle hidrolik abkantlar en yaygın olanlarıdır.
Abkantlarda bükümü sağlayan gücü oluşturan sistem kadar arka dayamalar da önemlidir.
Arka dayamaların hareketi makinenin eksen sayısını belirler. Hidrolik makinalarda sağda ve solda iki
piston olduğundan eksen sayısı minimum dayama hareketlerini de eklediğimizde minimum 3 tür.
Eksen hareketleri ve sayıları aşağıda belirtilmiştir.
- Üç Eksen: Dayama ileri ve geri hareket eder.
- Dört Eksen: Dayama ileri – geri ve aşağı-yukarı hareket eder.
- Altı Eksen: Dayamalar ayrı olarak ileri – geri ve aşağı-yukarı hareket eder.
- Sekiz Eksen: Dayamalar ayrı olarak ileri – geri, aşağı-yukarı ve sağa sola hareket eder.
Bükülecek kenarın tipine göre yukarıda belirtilen özellikteki dayamalar tercih edilmelidir.

BÜKÜM KUVVETİNİN HESABI
Bükülecek malzemenin kalınlığı, cinsi ve büküm açısı büküm için gereken kuvveti belirlemede gereklidir. Aşağıdaki tablo 10mm a kadar olan malzemelerin bükümü için gereken büküm kuvvetlerini sunmaktadır.
| Alt Kalıp/Kalınlık(mm) | 0,5 | 0,8 | 1 | 1,2 | 2 | 3 | 4 | 5 | 6 | 8 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 6 | 3,5 | 6 | 10 | 13 | |||||||
| 10 | 4,1 | 6,5 | 9,5 | 14,5 | 26 | ||||||
| 12 | 5,5 | 8 | 12 | 21,5 | |||||||
| 16 | 6 | 9 | 16 | 36 | |||||||
| 25 | 10,5 | 23 | 41 | 64 | |||||||
| 40 | 15 | 26 | 40 | 58 | 103 | ||||||
| 50 | 21 | 32 | 46 | 82 | 128 | ||||||
| 60 | 27 | 39 | 69 | 107 | |||||||
| 100 | 41 | 64 |
Bu tabloda verilen büküm kuvvetleri ton cinsindendir ve 1 metre uzunluk için belirtilmiştir, toplam
gereken kuvvet parçanın uzunluğu ile çarpılmalıdır.
Paslanmaz çelik vb. sert malzemelerde bu kuvvetler 2 kat arttırılmalıdır.
MİNİMUM ve MAKSİMUM KENAR UZUNLUĞUNUN HESABI
Bükülecek kenarın minimum ölçüsü alt kalıp ve büküm açısı ile ilgilidir. Bu tablo 90 derece bükümler için aşağıda paylaşılmıştır. 30 derece bükümler için bu değer 1.6 ile; 60 derece bükümler için 1.1 ile çarpılmalıdır. Büküm açısı 90 dereceden daha dar ise 120 derece için 0.9 ile, 150 derece için 0.7 ile çarpılmalıdır.
| Alt Kalıp | 6 | 10 | 12 | 16 | 25 | 40 | 50 | 60 | 100 | Min. Bükme Boyu(mm) | 4 | 6,5 | 7,5 | 10,4 | 16 | 26 | 32 | 39 | 65 |
|---|
Bükülecek kenarın maksimum ölçüsü abkantın çeneleri arasındaki mesafesi ve dayamanın ne kadar
geriye gidebildiği ile alakalıdır. Bu değeri öğrenmek için imalatçı firma ile iletişime geçmek gerekir.
INFATECH METAL bünyesinde bulundurduğu DURMA ADS 220 abkant ile 3100mm boyundaki 10mm
kalınlığa kadar olan malzemeleri hassasiyet ile bükmektedir.